
135 1077 0268(24小时热线)
在汽车零部件制造中,检测技术是保证质量的重要环节。检具作为结构简单、成本相对偏低的检测工具得到广泛的应用。所以检具自身的生产精度也需要经过严密把控。在许多治具检具的制造厂商中,会使用三坐标对检具进行测量调试,本文就其测量方法简要概述一下。
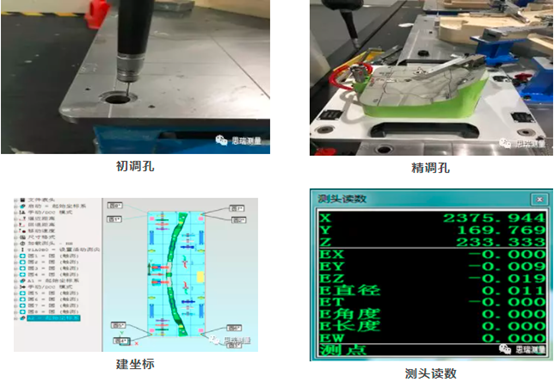
简而言之,汽车检具的检测流程为:装配、初调、精调、植入定位销、复测、导出检测报告。每一步都需要.
其中在安装流程中要对各配件进行检查,初调中用初调孔调好基准孔位置,然后手动取点与数模对比,通过三坐标观察的数据进行位置调整。接着进行精调,在3D数模上取点,执行程序自动测量目标点,得出偏差值进行调整,重复调整到公差范围内。
在所有位置调试合格后需要对检具的连接部位进行植销定位,植销常见的问题是销孔偏位,遇到这种情况通常会将销孔扩大一个等级,一般销孔要略小于定位销,利用过盈配合保证检具定位,严禁使用胶水固定,定位完成后贴铭牌,并做表面清洁处理。
再以上工作完成后就需要进行全尺寸复测。再复测前需将检具成品恒温约8小时,然后编写自动测量程序,执行完成,完全合格后将检具放到周转仓库准备出货。
准备出货前测量完按照客户的要求出具检具报告,并随同检测出货。。
工欲善其事,必先利其器。在掌握测量办法后也需要合适的三坐标才能高效精确地完成汽车检具测量工作。Function Plus是思瑞推出的龙门型三坐标,可以完成检具总成的检测及装配。在使用铸铁平台作为装配平台后,还能直接在龙门机下边测量边装配,进一步提升测量效率。

思瑞龙门三坐标测量仪,大尺寸三坐标,大行程三坐标,多功能三坐标是集精密机械、光学、电子、计算机软件于一体的精密高效测量仪器,精度可达0.001mm,大幅缩短测量时间,避免人为误差,欢迎咨询采购。



